


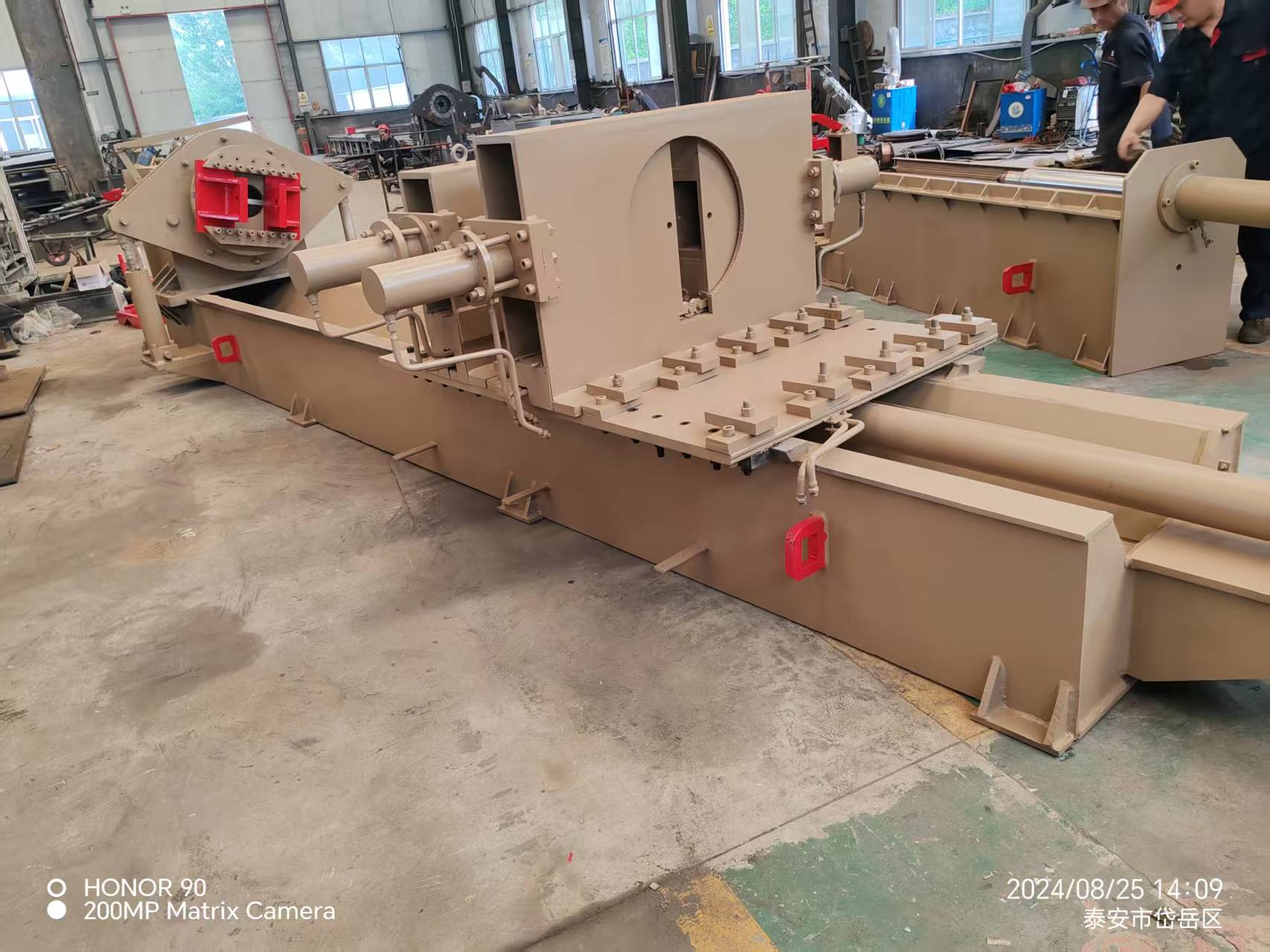
Sistema portátil de desmontaje de cilindros horizontales
1. Antes del desmontaje, es necesario limpiar el cuerpo del cilindro con mucha fuerza y se debe preparar un manguito de matriz con una tolerancia de ±0,2 mm.
2. Al izar, administre la actitud de inclinación de 3°, modifique el centrado axial ≤0,5 mm/radial ≤φ0,1 mm y asegúrese de que el espacio libre de engrane del troquel sea ≤0,3 mm.
3. Se utiliza un motor hidráulico de 16 MPa para el desmontaje común. En caso de oxidación, se activa un mecanismo de trinquete de 20 MPa y se establece una restricción difícil de 25 MPa para detener la sobrepresión.
1. Antes del desmontaje y montaje, se debe utilizar un equipo de limpieza de alta presión (≥10 MPa) para eliminar por completo las cenizas de carbón, el aceite y otros contaminantes de la superficie del cuerpo del cilindro. Se debe preparar un manguito de sujeción especial con una tolerancia de precisión correspondiente de ±0,2 mm según las especificaciones del manguito guía del cilindro que se va a desmontar (como columnas de doble extensión de 400 mm) para garantizar la compatibilidad de las herramientas.
2. Durante la elevación, utilice eslingas antideslizantes para elevar de forma estable el cuerpo del cilindro hasta la máquina de desmontaje de cilindros en un ángulo de inclinación de ≤3°, ajuste el centro axial sujetando el tornillo trasero del cilindro (desviación ≤0,5 mm) y utilice el mecanismo de centrado para ajustar la concentricidad radial (≤φ0,1 mm) y, finalmente, mueva el banco de trabajo para mantener el manguito de sujeción y la boca de soporte del mandril con un espacio de ≤0,3 mm y engranando con precisión.

3. El proceso de desmontaje estándar prioriza el uso de un motor hidráulico de 16 MPa para aflojar directamente el casquillo guía. En caso de oxidación, se puede activar el mecanismo auxiliar de trinquete con una presión máxima de 20 MPa. En caso de mordida severa, se utiliza un proceso de desmontaje térmico a ≤150 ℃ y se establece un límite rígido del sistema de 25 MPa para evitar la sobrepresión.
4. Se proporcionan dos rutas de proceso para el desmontaje:
Modo A (preferido): manguito guía del cilindro medio → manguito guía del cilindro exterior → separación del cilindro exterior → operación de la válvula inferior → expulsión de la columna viva
Modo B (alternativo): Casquillo guía del cilindro exterior → Separación del cilindro central → Reinstalación del cilindro central → Fijación de la placa de sujeción → Expulsión de la columna activa. El Modo A desmonta el casquillo guía del cilindro central y el casquillo guía del cilindro exterior en secuencia y, a continuación, expulsa la columna activa. El Modo B desmonta primero el casquillo guía del cilindro exterior y, a continuación, procesa el conjunto del cilindro central. En condiciones reales de funcionamiento, la selección debe basarse en las condiciones de trabajo, y los parámetros específicos pueden optimizarse y ajustarse bajo la supervisión del ingeniero supervisor.
5. Se deben utilizar almohadillas de goma con una dureza Shore de 60 ± 5 durante toda la operación para proteger la superficie de contacto de precisión. El ajuste de presión debe restablecerse a cero y luego aumentarse gradualmente a una velocidad de ≤ 2 MPa/s. El sensor de presión debe calibrarse mensualmente según la norma MT/T 98-2016. Si el desgaste del manguito de la matriz de la tarjeta es > 0,5 mm, debe desecharse y reemplazarse inmediatamente.



